
page 15
| HAMADA BOILER WEB CATALOGUE |
| Fbc 4 |

page 17
page 15 |
|
page 17 |
Fluidized Bed Combustion Technology(3) |
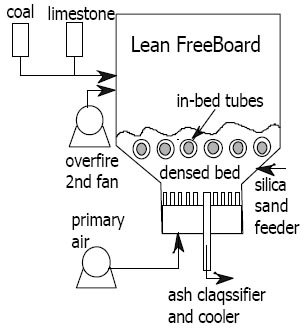
PRINCIPLE OF FLUIDIZATION |
| through the sand returning pipe by blower. | |
|
a) Fluidized Bed Temperature Control The bed temperature is controlled between approximately 750 – 950 oC by varying the speed of the coal screw feeder in response to a signal from the steam pressure and the bed temperature (2 factors) b) Free Board Draught Control The draught in the free board is controlled at approximately –50 Pa by adjusting the induced draught fan damper located after the multicyclone dust collector. c) Fluidized Bed Load Control Under normal operating conditions, a manual set point forms the load signal. This signal is used to adjust the fluidizing fan damper. As the amount of air is varied to the furnace, the coal feed rate will be regulated to maintain the bed temperature. The fluidizing fan damper control is overiden if the flow measurement indicates a fluidizing velocity of less than 1m/s. d) Bed Level Control Bed pressure is used to control the bed depth between an effective static height of 120 mm to 180 mm. As the bed pressure reaches the lower limit, the bed material is introduced to the bed by starting the bed material feed screw |
|
One of the main advantages of the fluidized bed boiler is the fact that the temperature spread in the furnace is small due to solid mobility in the fluidized state. This feature is commonly exploited for sulphur capture using limestone; |
|
|
|
|
The thermodynamic stability of the sulphur capture product declines sharply as temperature is increased above 900 oC and for this reason, bed temperature is maintained between 800 – 900 oC. Ca/S molar feed ratio of around 2 – 2.5 are typically used and sulphur capture efficiency for this type of system is usually in the range 70-90 percent, depending on limestone reactivity. Soft, dolomitic limestones are generally the most effective for this service. |
|
|
In an overall sense, FBC acid gas emissions are dramatically lower than those from other combustion system such as chain grate stoker, underfeed stoker, pulverized coal spreader etc.,( without external flue gas treatment). Emission limits of (typically) 200-300 ppm for Sox and 100-150 ppm for Nox can usually be met without resorting to post treatment of flue gas. |
 |
The carbon content of the bed is typically around 2-3 percent (as coal being 5% of the total bed material) and the balance of the bed meterial can be ash, sulphated limestone or sand. The preferred mode of operation is one in which ash and limestone make up the bed. In some instances limestone is not needed and ash content is too low and friable enough to break down to fine particle and be carried out of the bed. This case is specially with the “ADARO COAL” of Kalimantan, Indonesia, which contains only 1 % ash and 0.1 % sulphur. In such cases it is necessary to add a material such as sand to the bed to maintain a suitable inventory in the system. The performance of a particular coal in relation to bed ash formation can be highly significant from a fuel selection point of view – a boiler operator may not wish to add sand/limestone purely for maintenance of a suitable bed. In such cases the supplier of a coal which does not have good bed-forming properties may need to “spike” the fuel with bed-forming agents. |
page 15 |
 Download This |
page 17 |