|
 PRINCIPLE
OF FLUIDIZATION PRINCIPLE
OF FLUIDIZATION
When a bed of fine particles, for example sand, is
subjected to an upward stream of air, the particles
become suspended as the airflow reaches a certain
velocity. This condition is referred to as the minimum
fluidizing velocity and it varies according to the particle size
and the depth of the bed. When the bed is fluidized
it resembles a boiling liquid. Such a turbulent mass
of solid particles is named a fluidized bed. Coal
can be fed into the bed and as it burns it resembles
molten lava. If the gas velocity becomes too high,
then the particles are entrained in the gas stream
and are lost. A fluidized bed behaves like a liquid,
so both the bed level and temperature can be easily
controlled. Coal fuel enters the furnace slightly
above the fluid bed splash zone where the rising
stream of air and combustion gases burst from the
sand bed. The vigorous action of the bed causes the fuel to rapidly
mix and be quickly raised on temperature to its igniting point. Solid
fuel particles mixing with the rising air stream are jostled by the
hot bed material (sand, ash & fuel) causing rapid release of surface
moisture and volatile matter from within the fuel. The relatively
large mass of moving bed material continually exposes new surfaces
of the fuel particles for combustion, sustaining the rapid combustion
within the bed. The rapid combustion enables very good load response
to be maintained. (Closely approaches that of oil fuel) WHEN the
fluidized bed design is compared with conventional grate systems
the following specific capabilities of the former enable a practical
unattended control procedure (automatic controls) to be devised and
implemented; 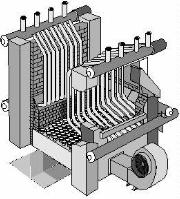 Combustion
temperatures are significantly lower and thus much safer conditions
are continually maintained (well under 1000 °C ) Combustion
temperatures are significantly lower and thus much safer conditions
are continually maintained (well under 1000 °C )
The nature of a fluid bed ensures that mal-distribution is not likely
to occur. Fuel migration through the bed is fast and even. Air distribution
is insured by the designed configuration and location of the air nozzles.
The bed combustion can be stopped instantly by turning off the air
supply to the bed. This action results in the bed slumping, thereby
smothering combustion. The bed is inherently safe because it contains
only 3-5% combustible material as a maximum. This is evenly distributed
throughout the inert bed material. When slumped, the bed is safe and
permits an easy restart even after several hours simply by re-introducing
the airflow into the bed. This is possible because of the substantial
quantity of entrained heat in the bed material. The furnace is located
atop the air distribution plenum. It has an overall freeboard height
of about 5 meter. At its base, and assembly of In-bed tubes are positioned
so that at maximum steam output they are fully immersed in the expanded
fluidized bed. As the fluidizing air supply is decreased, the expanded
bed depth is reduced and the in-bed tubes are progressively uncovered
such that at all outputs approximately 50% of the heat release by combustion
is transferred to the in-bed tubes when burning coal fuel. This allows
a turndown of at least 3:1 at near constant excess air with the entire
bed in operation. Co-efficiency of heat transfer of the in-bed tubes
immersed in the sand bed is 5-6 times igher than that of the conventional
convection tube bank area. If design of boiler requires 30 m2 for convection
area to generate 1000 Kg of steam per hour, we can safely take 1/6
of it or 5 m2 to generate 1000 Kg of steam from the immersed in-bed
tube area.
The fluidizing air enters through air distributors mounted on a flat
base plate. The bed material is silica sand having a mean size of 0.9
mm (#3). Bed depth is about 400 mm.
START-UP BURNER
Start-up of the bed is achieved by the firing of an above bed distillate
burner, which is lit by Oil. Start-up is normally achieved in 45 minutes
from cold status. Hot starts normally are achieved in less than 10
minutes, 6 minutes of which is needed for purging to ensure there are
no pockets of ignitable gas in the boiler passes. If the bed temperature
is above 600 °C no oil fuel is needed to re-start the bed. Usually
bed can maintain enough heat or above 600 °C for 1-2 hours.
BED TEMPERATURE
The average bed temperature varies between 950 °C at full load to 750
°C at minimum load. In fluidised bed operation bed temperature is monitored
and is in fact a better indication of combustion condition than a flame
scanner used for oil burner.
FREE BOARD ZONE/ OVERFIRE 2ND AIR
The major proportion of the fuel is burnt within the bed, with the
remainder burning in the free board zone or disengaging space above
the bed. With the injection of overfire 2nd air into the free board
zone, disengaging space temperature will rise higher than the temperature
of the bed. The final gas temperature leaving the furnace will be similar
to the bed temperature as the elevation in temperature due to free
board combustion is partially offset by the heat transfer to the uncovered
portion of in-bed tubes and cooling effect of the fresh air injection.
COAL FEEDING SYSTEM
Fine coal is stored on the ground and normally flat conveyor system
transport coal from the in-ground hopper to the silo mounted at the
front of the boiler. The coal runs from the storage silo by gravity
to the screw conveyor with variable speed gear motor, then the coal
enters the furnace through an air swept spout.
SOOTBLOWERS
Soot blowers are not necessary to be installed as the combustion temperature
of the fluidized bed is controlled at well below the ash fusion temperature
and fly-ash entrained in the gases entering the convection tube banks
are dry and non-adhering and possess a self-cleaning action.
 COASE ASH REMOVAL / CIRCULATING SAND BED SYSTEM COASE ASH REMOVAL / CIRCULATING SAND BED SYSTEM
Coarse ash
which is not elutriated from the bed must be removed. This material
is removed continuously by means of circulating sand bed. We call
this system as CIRCULATING BED. Air nozzles are screwed in to
the multiple air distribution pipes instead of base plate which
was used before. Because of this air distribution pipes, coarse
ash can fall below the pipe level travelling downward in between
the pipes and those materials will be discharged from the rotary
valve below together with the silica sand onto the vibrating screen
which will segregate those coarse ash and other foreign materials
from the pure silica sand. Then the pure silica sand will be returned
to the furnace through the sand returning pipe by blower.
CONTROL
a) Fluidized Bed Temperature Control
The bed temperature is controlled between approximately 750 - 950 °C
by varying the speed of the coal screw feeder in response to a signal
from the steam pressure and the bed temperature (2 factors)
b) Free
Board Draught Control
The draught in the free board is controlled at approximately
-50 Pa by adjusting the induced draught fan damper located after
the multi-cyclone dust collector.
c) Fluidized Bed Load Control
Under normal operating conditions, a manual set point forms
the load signal. This signal is used to adjust the fluidizing
fan damper. As the amount of air is varied to the furnace,
the coal feed rate will be regulated to maintain the bed
temperature. The fluidizing fan damper control is overridden
if the flow measurement indicates a fluidizing velocity
of less than 1 m/s.
d) Bed Level Control
Bed pressure is used to control the bed depth between an
effective static height of 120 mm to 180 mm. As the bed
pressure reaches the lower limit, the bed material is introduced
to the bed by starting the bed material feed screw.
ACID GAS EMISSION ( FBC, most
environmentally friendly system)
One of the main advantages of the fluidized bed boiler is
the fact that
the temperature spread in the furnace is small due to solid
mobility in the fluidized state. This feature is commonly
exploited for sulphur capture using limestone;
CaCO3 CaO + CO2
2CaO + 2SO2 + O2 2CaSO4
The thermodynamic stability of the sulphur capture product
declines sharply as temperature is increased above 900 °C
and for this reason, bed temperature is maintained between
800 - 900 °C . Ca/S molar feed ratio of around 2 - 2.5 are
typically used and sulphur capture efficiency for this type
of system is usually in the range 70-90 percent, depending
on limestone reactivity. Soft, dolomitic limestones are generally
the most effective for this service. In an overall sense,
FBC acid gas emissions are dramatically lower than those
from other combustion system such as chain grate stoker,
underfeed stoker, pulverized coal spreader etc.,( without
external flue gas treatment). Emission limits of (typically)
200-300 ppm for Sox and 100-150 ppm for Nox can usually be
met without resorting to post treatment of flue gas. ASH
/ CARBON / SAND / LIMESTONE The carbon content of the bed
is typically around 2-3 percent (as coal being 5% of the
total bed material) and the balance of the bed meterial can
be ash, sulphated limestone or sand. The preferred mode of
operation is one in which ash and limestone make up the bed.
In some instances limestone is not needed and ash content
is too low and friable enough to break down to fine particle
and be carried out of the bed. This case is specially with
the "ADARO COAL" of Kalimantan, Indonesia, which
contains only 1 % ash and 0.1 % sulphur. In such cases it is necessary
to add a material such as sand to the bed to maintain a suitable inventory
in the system. The performance of a particular coal in relation to
bed ash formation can be highly significant from a fuel selection point
of view - a boiler operator may not wish to add sand/limestone purely
for maintenance of a suitable bed. In such cases the supplier of a
coal which does not have good bed-forming properties may need to "spike" the
fuel with bed-forming agents. Ash softening temperature is an important
parameter. The fluidized bed must operate in a "Dry" condition since
any stickiness has the potential to cause uncontrolled agglomeration
and ultimately de-fluidization. Relatively few coals can produce
sufficient stickiness below about 900 °C to upset fluidization, though
coals which contain appreciable amounts of chlorine and/or alkali
metals such as Na and K are known to give problems.
ONLY FLUIDIZED BED SYSTEM CAN OPERATE JUST LIKE OIL/GAS BURNER
(Turn-down ratio 1/4)
Generation of heat can be adjusted freely up to the turn-down
ratio of about 1/4 by controlling coal fuel feeding and forced
fan damper openig to the minimum fluidizing velocity. At
the minimum fluidizing velocity, sand bed is still fluidizing
and continue to generate steam at 1/4 capacity. Between this
range of evaporation, Fluidized Bed can react most likely
to the Oil/Gas burner among any conventional coal firing
system such as chain grate and/or underfeed stoker.
NO LOSS OF REMAINING FUEL WHEN SHUT DOWN YOUR BOILER
Not like with the other systems, you do not waste any remaining
coal fuel when you want to stop the boiler. Remaining coal
still inside the sand bed when you turn off the air supply
to the bed shall have no more Oxygen supply and trapped inside
the hot sand without wasting carbon for no use. For any other
coal fire system like chain grate, all coal fuel already
stay on top of the moving chain grate shall have to finish
buring even the boiler stop operating and you do not want
steam any more. Those loss will count greatly in a long time
when comparing Fluidized Bed and Chain Grate.
NO CLINKER, NO ASH FOULING/SLUGGING
All ash will go out of Fluidizing Sand bed in a very dry
condition under low temperature of about 900 °C . This condition
of ash will never make problems of clinkering and never stick
on the surface of boiler tubes. Therefore, soot blower is
not needed for Fluidized Bed as mentioned previously. Only
fine and dry ash are collected by the multi-cyclone system
aftr the boiler and to be discharged through the rotary valve.
Since the quality of ash coming out from Fluidized Bed is
very fine and equal in its size, ash from the Fluidized Bed
Boiler will find commercial value for fertilizer, mixing
agent for cement moulded product, construction material,
filler for road making etc. Ash from other coal firing system
such as chain grate are very rough/coarse due to its high
temperature above ash melting point, and can not find its
commercial value.
 FBC IN-BED TUBES FBC IN-BED TUBES
Maintaining
temperature alltime low of 850-900 °C is because of the remarkably
high co-efficiency of heat transfer in the FBC in-bed tube
submerged inside the fluidizing sand. Compared to the normal
co-efficiency of heat transfer of radiation tube or boiler
convection tube area, co-efficiency of FBC in-bed tubes can
generate steam 5 - 6 times more from the same heating area.
This produces great amount of evaporation in this FBC inbeded
tube area although in relatively small area and the flue
gas entering into the convection boiler tube zone will be
below 600 °C which is almost 200 °C lower than that of other
conventional boilers. |
